威士忌,不用翻譯!日本Sakurao櫻尾蒸餾廠見學記
- 作者
- 最新文章

Readmoo編輯團隊
圖、文∕劉傳宇
日本威士忌於近10年間在全球市場神話般地崛起後,各大知名品牌的身價不斷翻漲,也帶動了日本威士忌酒廠的興建熱潮。這幾年從最北邊的北海道到最南方的沖繩島,都有新蒸餾廠誕生,其中也有不少是由傳統酒造擴建而成,數年之間,蒸餾廠數量就暴增至數十間,使得日本威士忌產業進入了百家爭鳴的新時代!
由於日本過去對威士忌產業的管控相當寬鬆,除了幾家已走上神壇的知名酒廠,不少人對於日本新興酒廠的井噴式冒出頗有疑慮,不過「實踐是檢驗真理的唯一標準」,實地走訪深入觀察,必將勝過千言萬語。
2022年11月初,《WSD酒訊雜誌》編輯在專業代理日本酒類的綠芽酒藏引介下,前往位於廣島的「株式會社櫻尾釀造蒸餾」參訪。櫻尾酒廠雖然只是日本威士忌產業的一隅,然而一葉知秋,它的精實與奮進,已顯示出日威的第二波新浪潮正蓄勢待發!
在日本威士忌的造神運動進入末升段之際,所謂「工藝威士忌」的浪頭又席捲而來,讓人感覺又是要多花錢買酒的節奏!不甘心陷入新套路的人們,也默默地尋找沒有過多行銷幻術堆疊的威士忌。眾裡尋他千百度之後,相對較有「平實感」的櫻尾威士忌,進入了視野之中。
其實最先接觸櫻尾酒廠的產品,不是櫻尾威士忌或戶河內威士忌,而是Shiroi Kawaii荔枝奶酒,這款酒在某次家庭聚會中被按了很多讚。
日前在專業代理日本酒類的綠芽酒藏安排下,前往位於廣島的「株式會社櫻尾釀造蒸餾」實地參訪,當走進酒廠的遊客中心,看見琳琅滿目的陳列架,才知道櫻尾的產品種類極為多元,除了櫻尾威士忌與戶河內威士忌,還有知名的一代彌山清酒、達磨燒酎及櫻尾琴酒、梅酒和各種風味的利口酒等,產品多不勝數。
在貨架上,還有書寫著「Carp應援」紅字酒標的各式酒品,原來,酒廠代表取締役社長白井浩一郎的家族,還是職棒廣島東洋鯉魚隊(Hiroshima Toyo Carp)的股東,當然要用力支持啦。

百年傳承 產品多元
櫻尾酒廠所在的廣島縣面積8,480平方公里,大約是台灣的1/4,到了當地,感覺櫻尾酒廠在廣島,就像是台酒公司之於台灣,所至之處都能看見櫻尾的產品,即使是與酒廠隔著瀨戶內海相望的宮島上,也到處都可以看見他們的產品。
自1918年,初代社長白井市郎在廣島縣廿日市設立「中国醸造合資会社」, 1920年取得威士忌、白蘭地製造許可;1938年改制為「中国醸造株式会社」,傳承至現任社長白井浩一郎,已是家族的第五代。
白井家族百年來不但善於多角化經營,也不時湧現過人創意,例如1967年就發行了全世界第一款紙盒清酒「はこさけ一代」,並獲得南極観測隊採用。
過去中国醸造旗下的各種酒類的品牌已極為眾多,不過「戶河內」這個品牌是在2003年才推出,行銷威士忌及部分利口酒產品;2017年櫻尾蒸餾所(Sakurao Distillery)竣工,開始以蘇格蘭為師,用更嚴謹的工法產製威士忌及琴酒。 2020年3月,公司正式改名為「櫻尾釀造蒸餾株式會社」;2021年推出首款100%由櫻尾蒸餾所蒸餾及熟成的單一麥芽威士忌,看似崢嶸初露,卻是有著百年底蘊加持,不僅酒質與風味出眾,而且用於熟成的桶型相當多元。
山海一體 風土之作
櫻尾酒廠的靈魂人物廠長山本泰平,在酒業資歷已24年,在擔任蒸餾部長後,曾被派赴還到蘇格蘭深造,近年來從蒸餾作業到新商品開發都是由他負責。
白井社長半開玩笑地說:「其實山本先生最想做的是啤酒,但是他除了啤酒幾乎什麼酒都做過,未來或許櫻尾也釀製啤酒幫他圓夢。」
目前櫻尾蒸餾所共有兩個廠,一個不鏽鋼糖化槽及6個發酵糟。一號廠有壺式初餾器及混合式(Hybrid)蒸餾器各一座,後者作為再餾器兼生產琴酒之用,這具蒸餾器上半部是德國製造,下部加熱組件則是日本製造。蒸餾器的林恩臂僅有略微向下傾斜的角度,使得新酒的酒體中等偏厚。
酒廠目前是由英國及澳洲進口發芽大麥,所產製的威士忌30%為泥煤風味,70%則是無泥煤威士忌。
不過在參觀一號廠時,並沒有進行威士忌的生產,只見柱式蒸餾器正在蒸餾琴酒,透過玻璃觀察孔可以看到不斷沸騰的酒液。白井社長表示,櫻尾琴酒重視風土的呈現,以廣島豐富的陸地和海洋資源為原料,像是檸檬、柑橘、櫻花、牡蠣殼等,並採用浸泡和蒸氣相結合的工法,是酒廠的自信之作。


榖物原料 麥芽+大麥
二號廠的設備則是一具連續式蒸餾器,使用的原料是進口發芽大麥 (Malt)和本地大麥(Local Barley),以1:9的比例製作榖物威士忌。
在蒸餾前的製程上,櫻尾酒廠與一般蘇格蘭蒸餾廠大同小異。
先是將磨碎的麥芽(及榖物)加入溫水中,當進一步為糖。這即是糖化步驟。將糖化的粥狀液體冷卻至 25℃左右,再加入酵母開始發酵,發酵約需4天,得到酒精度約10%的酒汁(mash)。
櫻尾二號廠的連續式蒸餾器蒸餾出的榖物新酒,酒精濃度在85~90度間;一號廠蒸餾出的麥芽新酒,酒精濃度則在68度,之後再調降度數至63~66度入桶熟成。
在二號廠的廠房外面,擺放著一具早期燒酎和試驗用的蒸餾器,據社長白井浩一郎說,這一台當時花費的金額,若換算為現今的價值,大約可以買整組蒸餾器設備。
大麥做的榖物威士忌?
為什麼櫻尾二號廠製酒的原料都是大麥,卻叫做「榖物」威士忌?
按照嚴謹的威士忌定義,穀物威士忌的原料包括麥芽和其他穀物如大麥、玉米、裸麥或小麥;還有就是蒸餾方式的差異,即使酒廠使用的原料是100%麥芽,但只要不是使用壺式蒸餾器,那麼蒸餾出的酒就不能算作麥芽威士忌;同時,雖然使用壺式蒸餾器但是原料為「未發芽大麥」,所製作出來的酒液,也不能稱之為麥芽威士忌。
通常穀物威士忌因為原料和發酵方式差異,酒體及風味較為淡薄,因此也被稱作「沉默的烈酒(Silent Spirits)」,較少以單一穀物的形式作為商業裝瓶販售。
不過蘇格蘭的羅曼德湖蒸餾廠,就有一款單一穀物威士忌是使用100%麥芽,並以古菲式蒸餾器(Coffey Still,連續式蒸餾器)釀製。日本三得利的知多單一穀物威士忌是使用玉米,台灣菸酒台中酒廠的穀蘊單一穀物威士忌,原料則是小麥。
異地熟成 差異明顯
每家酒廠的遊客中心,都是愛酒者參訪之旅的熱點,裡面幾乎都會有酒廠限定產品販售,出了此門就不一定買得到。
櫻尾酒廠也不例外,位於酒廠大門一側的遊客中心,除了展售的櫃架,還有一個明亮的吧檯區,參訪當天在此試飲了數款酒。印象最深刻的是一款非賣品:櫻尾”Secret Cask”單一麥芽威士忌單桶原酒,酒精濃度60%,有著果乾、橡木及辛香料氣息和一點皂味,接著轉為果醬風味,尾韻馥郁而有強烈勁道。感覺至少有3~4種木桶的風味,但是既然是「秘密橡木桶」,也就不問了。
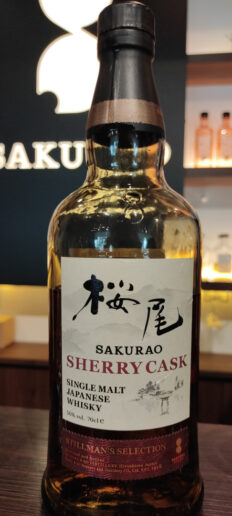
第二款是僅於日本市場銷售的櫻尾「蒸餾師精選」雪莉桶單一麥芽威士忌,酒精濃度50%,這款酒是由3種雪莉桶調和,有著濃甜的果乾、橘皮和橡木香草,濃郁芬芳,層次豐富而平衡,餘韻甜而不膩,還有一絲似有若無的鹹感。
還有一款是裝在Sample瓶內的樣本酒,蒸餾出的新酒先放入波本桶熟成,接著再置入水楢木邦穹桶(Puncheon)過桶熟成,是酒廠仍在陳年中的酒,香氣雖不如雪莉桶那麼濃豔,但是已發展出一絲水楢桶典型的線香,和淡淡的礦物氣息,很有發展潛力的一款酒。
櫻尾酒廠旗下兩個品牌威士忌,櫻尾威士忌是在極靠近海灣的酒廠酒倉中陳年,戶河內威士忌則是在處於深山的JR鐵道廢棄隧道內熟成。分別位於山上和海邊的兩座酒窖,原酒熟成後的風味確有差異,熟成速度較為緩慢的戶河內威士忌,整體風格較為細緻,這兩個品牌以「同一酒廠、不同風土」作為訴求,也構成了櫻尾酒廠的特色。



深山酒窖 風景清幽
目前在櫻尾廠區酒窖熟成中的橡木桶約有4千桶,使用的桶型包括波本桶、雪莉桶、波特桶、法國葡萄酒及水楢桶等。因廣島氣候相對溫暖,每年的天使分享平均大約4%~8%。
原先只是透過文字與圖片了解的櫻尾酒廠,在實地訪察後令人充滿驚豔,尤其是設於廢棄隧道內的戶河內酒窖,周遭森林與溪流環繞,清幽雅靜,每吸一口空氣都充滿著芬多精,宛如世外桃源。
為了帶我們到三段峽的戶河內貯藏庫,山本廠長換穿西裝充當司機,從海邊的櫻尾酒廠開車上山,一路飛快,但是車程仍要一個多小時。
JR廢棄隧道目前是屬於當地町公所管理的資產,由酒廠長期承租使用。目前戶河內的麥芽威士忌都是在此處熟成,總數約有2千桶。至於未來若是隧道存放不下時也不用擔心,因為附近還有另一個隧道,屆時可以再租下來擴充窖藏。

緩慢熟成 馥郁優雅
全長717公尺的隧道內,年均溫約14度,溫度經常比外界大約低4度左右,每年的天使分享大約2%~3%,熟成速度相對緩慢。山本廠長表示,隧道裡的平均濕度80%,而山中又以5~9月間最為潮濕,在高濕度的環境下,酒液中的水分不會散逸,但存放3年後的橡木桶,酒精卻揮發了6~7度,從入桶時的63度降至約57度。
隧道內的高濕度,也使橡木桶外的鐵箍鏽蝕地相當嚴重,令人擔心桶子會不會因此而爆裂?山本廠長似乎不認為這是問題。當被問到酒廠是否有專人維修木桶,山本說,使用後的桶子,目前都是送到九州宮崎縣給專業修桶廠保養修整。
由於酒廠內的橡木桶種類及數量都愈來愈多,櫻尾也正評估建立自有修桶設備,以及派遣人才至國外學習的計劃。
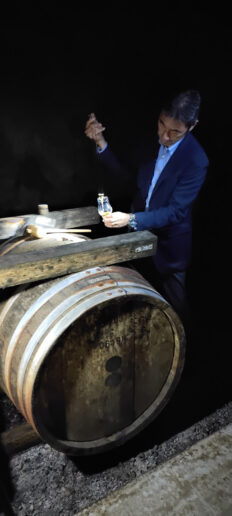
當有人開始因隧道中的低溫冷到發抖時,山本廠長也陸續挑選好橡木桶,抽取熟成中的酒液給大家桶邊試飲,總共選了4個桶,分別是波本桶、泥煤原酒波本桶、無泥煤原酒拉弗格桶、無泥煤原酒水楢桶。我四處拍照時竟錯過了前後兩個桶,品飲到的都是泥煤桶(啊我沒喝到水楢桶啊!)。
印象中最深刻的是第3桶,艾雷島拉弗格威士忌使用過的泥煤桶,酒精強度約52度,淡雅的海風、泥煤、奶油與黃色水果香氣,帶出強烈但能接受的酒精衝擊感,還有著悠長馥郁的甜香料餘韻,層次感豐富,整體格局頗為優雅,讓人不由自主地調整了「戶河內」3個字的重量!
的確,威士忌不用翻譯,實際體驗的感受最真!
※ 本文摘自《酒訊Wine & Spirits Digest 12月號/2022 第198期》,立即前往試讀►►►